




 3390Likes
3390LikesThread: 55 Wagon Progress
Results 1 to 15 of 1865
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacksThreaded View
-
03-03-2021 07:00 AM #11
 CHR Member
CHR Member

- Join Date
- Jun 2008
- Location
- Leonardtown
- Car Year, Make, Model: Walking
- Posts
- 1,228
So we had some tilt in windows we were cleaning up and found one with one of the "pivots" rusted off at the end. So another was pulled as a sample, got to be able to make one of these. They were a folded "pin" made of 16 gauge steel sheet, approx. .312 wide and two folded sides approx. .20 high. I attempted a die set for the Lennox, but that attempt failed miserably (picture later....) The magnetic brake has never worked well with anything having such a short fold, so that attempt saw the piece slipping, to no avail. So we are back to a press brake operation. I had some 1/2" wide dies, but the VEE relief was too wide for such a short flange. Since the press brake dies have two sides, why not cut another VEE on the bottom side?

The overall width of the VEE needed to be less than 1/4 per initial estimates. I took the die section to Combs Prototype and Fabrication so Josh could cut the VEE for me, we settled on approximately .20 wide.

Finished cut, fresh from Josh's HAAS machining center, and then I bent up a back gauge held on by magnets...
Since Josh's VEE bit was a 90, springback effect gave us a slightly gapped opening of the flanges, so this prototype was snugged down in the bench vise.. Here's the side by side comparison...


While the machine was set up, we made multiples in case we ran into any other rust issues elsewhere. Next, for consistency in the side folds, the dies in the press brake were changed out to flat sides out, and set up the limit stop to provide the perfect 90* fold for the sides. To properly position the part, magnets were used to keep the bottom flat perpendicular to the die faces. Then all the parts were pressed to overcome the springback. Now all the parts will have 90* folds.
Comparison....

Holes pre-drilled for our self tapping screws .and a comparison to our mangled up mess from the attempt on the Lennox.

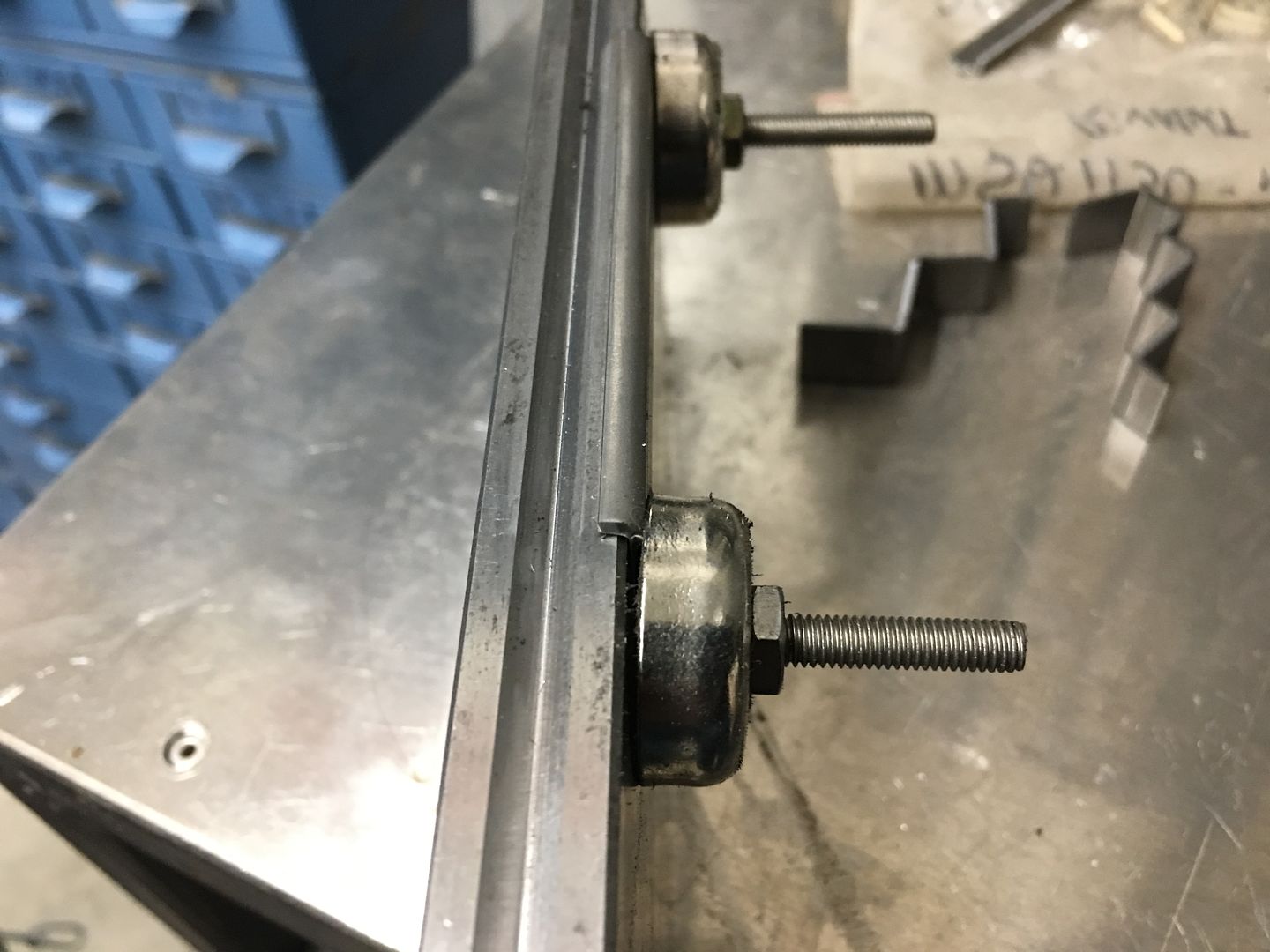
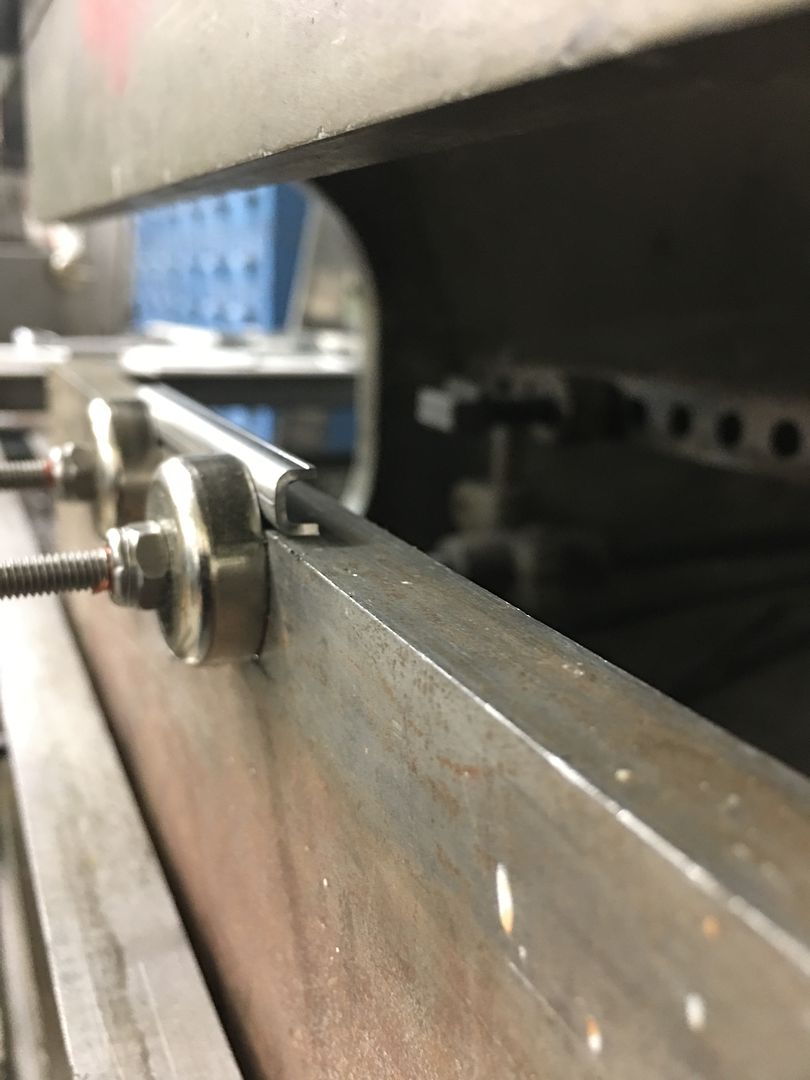
I missed getting a picture of the gooseneck die setup in the brake, so here is a simulation on the bending process....
https://www.youtube.com/watch?v=KdFFxLnwiFg
.Robert

 Reply With Quote
Reply With Quote
Posting Permissions
- You may not post new threads
- You may not post replies
- You may not post attachments
- You may not edit your posts

I'm happy to see it back up, sure hope it lasts.
Back online